What is an Industrial Conveyor System and How Does It Work?
Industrial Conveyor Systems are essential in modern manufacturing. They streamline the transport of materials, enhancing efficiency. Kenneth Lane, a recognized expert in automation, states, “These systems transform logistics into a seamless process.” This highlights their impact on operational workflows.
Conveyor systems reduce manual labor. They allow for continuous flow, minimizing delays. In sectors like food processing and automotive, precision is crucial. Each conveyor needs to function flawlessly. Yet, issues can arise. If not maintained properly, breakdowns are inevitable. This can stall operations.
Designing an effective Industrial Conveyor System requires thoughtful planning. Factors like space, load capacity, and speed are key. However, companies often overlook these details. It’s vital to assess needs before implementation. Otherwise, a system can underperform or create bottlenecks. Balancing innovation with practicality is a constant challenge.

Definition of Industrial Conveyor Systems and Their Purpose
Industrial conveyor systems play a critical role in today's manufacturing and logistics processes. These systems are designed to transport materials efficiently across short or long distances. They connect various parts of a production line, enhancing productivity significantly. According to a 2022 industry report, the global conveyor system market is projected to reach $8.5 billion by 2027. This figure underscores the importance of these systems in enhancing operational efficiencies.
The primary purpose of industrial conveyor systems is to simplify the movement of goods. This reduces manual handling and minimizes the risk of injury. Conveyors also ensure uniformity in product flow, which is key in high-volume production environments. For example, distributing loads evenly across a conveyor can lead to a reduction in wear and tear on equipment. However, reliance on these systems requires ongoing maintenance and checks to avoid unexpected downtime.
Tip: Regularly monitor the conveyor speed and load capacity. This can help in identifying any issues before they escalate. Also, train employees in basic troubleshooting. Knowledge on how to quickly address minor issues can save time and resources.
Some challenges include potential bottlenecks in the system. Poorly designed layouts can lead to congestion and inefficiencies. Furthermore, if maintenance is neglected, it can lead to costly repairs and disruptions. Understanding the flow of materials is essential to optimizing these systems. Regular assessments can help in making necessary adjustments for improved efficiency.
Types of Industrial Conveyor Systems and Their Applications
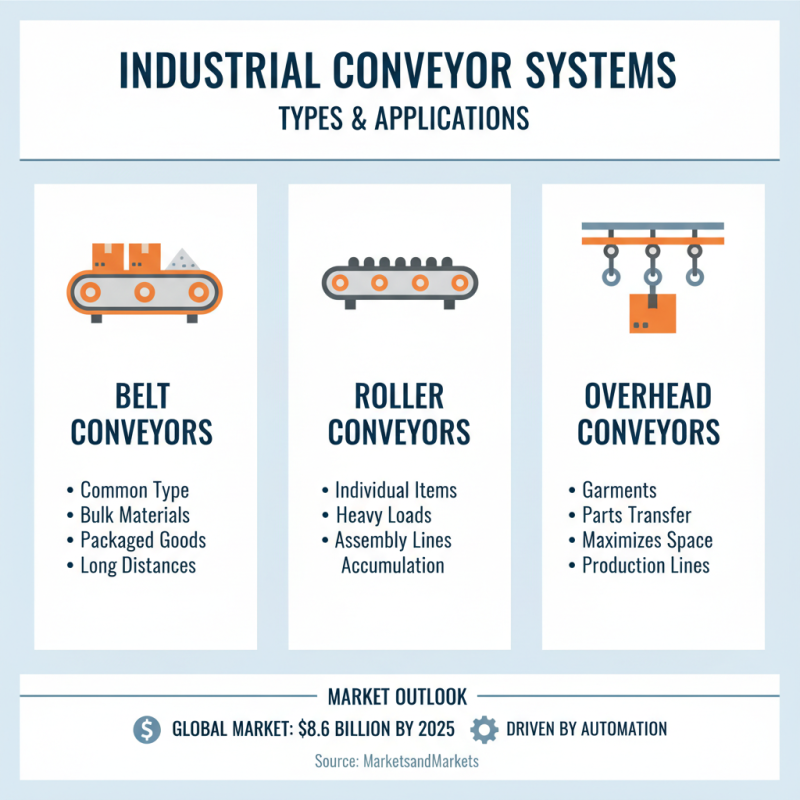
Industrial conveyor systems play a crucial role in modern manufacturing. Various types cater to different needs. Belt conveyors are the most common. They are ideal for moving bulk materials and packages over long distances. According to a report from MarketsandMarkets, the conveyor systems market is expected to reach $8.6 billion by 2025, driven by rising automation in manufacturing.
Roller conveyors are another popular option. They can efficiently handle products with a flat bottom. These systems support heavy loads and are often used in warehouses. Screw conveyors, on the other hand, are great for transporting materials like grains and powders. Their design allows for a steady flow, making them essential in the food processing industry.
Tips: Regular maintenance is essential. Skipped maintenance can lead to unexpected downtimes. Operational efficiency often suffers. Choose the right type of conveyor for your specific needs. Not all systems are interchangeable. Evaluate material types and workplace layout to avoid costly mistakes. This will ensure a smooth production process and improved productivity.
Key Components and Mechanisms of Conveyor Systems
Conveyor systems play a crucial role in various industrial sectors. They transport materials efficiently, reducing manual labor and enhancing productivity. A well-designed conveyor system can significantly impact workflow and output. According to industry reports, 70% of manufacturing companies use conveyor systems in their operations.
Key components of conveyor systems include belts, rollers, and drives. The belt carries materials, while rollers support and guide the belt's movement. Drive units provide power to the system. However, the choice of materials and design can affect efficiency. A poor choice may lead to frequent breakdowns, resulting in downtime.
Moreover, maintenance is critical. Regular inspections can prevent unexpected failures. Data suggests that 30% of conveyor failures are due to inadequate maintenance. Ensuring proper lubrication and alignment is essential. It’s clear that while conveyor systems are vital, oversights can lead to inefficiencies that impact production.
Industrial Conveyor System Performance Analysis
This bar chart represents the efficiency ratings of various types of industrial conveyor systems, highlighting their performance in material handling. A higher rating indicates better efficiency in operations.
How Industrial Conveyor Systems Improve Efficiency and Productivity
Industrial conveyor systems are vital in modern manufacturing. They streamline processes and enhance productivity. By automating material transport, these systems reduce manual labor. Workers can focus on more complex tasks. This shift leads to improved job satisfaction. Tasks become less labor-intensive.
Efficiency is key. Conveyor systems operate continuously, moving items without interruption. This constant flow minimizes delays. There’s less waiting time between processes. Errors often decrease, too. Material handling becomes more consistent. However, maintenance can pose a challenge. Systems may break down, causing downtime. Regular checks are essential to keep operations smooth.
Proper integration is another consideration. If not designed well, bottlenecks occur. This can slow overall productivity. Additionally, employee training is crucial. Workers must understand how to operate these systems safely. Over-reliance on automation can backfire if human touch is removed entirely. Balancing technology with human oversight is an ongoing challenge for many industries.
Maintenance and Safety Considerations for Conveyor Systems
Conveyor systems are vital in various industries. However, maintenance and safety are often overlooked. Regular inspection and upkeep can prevent costly downtime. According to a 2021 industry report, improper maintenance can lead to a 20% increase in equipment failures. This statistic emphasizes the need for consistent monitoring.
Safety is another critical aspect. Conveyor accidents can occur, resulting in severe injuries. The Occupational Safety and Health Administration (OSHA) reported that conveyor-related injuries account for over 25% of all warehouse issues. Training employees on safe operation practices is essential. Implementing safety barriers is also crucial. Yet, many facilities still do not prioritize these measures.
Lastly, deterioration can be subtle. Parts may wear down slowly, creating hazards that go unnoticed. Regular evaluations can identify these issues early. The 2022 Maintenance Best Practices report noted that proactive maintenance can reduce injury risks by 30%. Investing time and resources in these areas pays off significantly.