Ultimate Tips for Choosing the Right Conveyor Machine?
Choosing the right conveyor machine is crucial in enhancing operational efficiency. Tom Richards, a leading expert in conveyor systems, once stated, "The right conveyor can transform your workflow." This highlights the importance of careful selection in optimizing processes.
Conveyor machines come in various types and configurations. Each type serves a specific purpose and industry. However, many companies still struggle to select the ideal system. Factors like load capacity, speed, and spatial constraints must be considered. These details can dramatically impact overall productivity.
In addition, even the most advanced conveyor machines have limitations. Recognizing these shortcomings is essential. It's common for businesses to focus solely on price, neglecting long-term effectiveness. The right choice means looking beyond the initial cost. Taking the time to evaluate options can lead to better results and increased reliability.

Understanding Different Types of Conveyor Machines and Their Applications
When selecting a conveyor system, understanding the various types available is crucial. Conveyors can be categorized into belt, roller, and overhead systems, each serving distinct applications. For example, belt conveyors are preferred for transporting bulk materials, while roller conveyors excel in package handling. Data from industry reports indicate that conveyor systems are anticipated to reach a market value of $7.98 billion by 2025, highlighting their importance in manufacturing efficiency.
Tip: Assess your needs closely before selection. Knowing whether you need a continuous flow or batch processing can guide your choice. Each system's layout impacts efficiency. For intricate items, consider modular conveyor systems, which offer flexibility and adaptability. Overall, selecting the right conveyor is not just about the machine. It also requires evaluating the specific operational goals.
Understanding the material being handled is vital. Heavy-duty conveyors are necessary for materials like metals. Conversely, lighter models suffice for packaging. The industry often overlooks maintenance needs during selection. Regular maintenance can prolong equipment life and reduce downtime. According to a study, 30% of conveyor failures relate to improper maintenance.
Ultimate Tips for Choosing the Right Conveyor Machine
This bar chart illustrates the common applications of various types of conveyor machines based on units sold. Each type serves specific functions in different industries, helping to determine which conveyor machine might be the best fit for your needs.
Key Factors Influencing Conveyor Selection: Capacity, Speed, and Maintenance
When selecting a conveyor machine, three key factors stand out: capacity, speed, and maintenance. Capacity is crucial because it determines how much product can be moved within a specific timeframe. A conveyor system should match production demands. For instance, a system with a low capacity may cause delays, affecting overall efficiency. Understanding the required volume is essential to avoid bottlenecks.
Speed complements capacity. A conveyor that operates too slowly can hinder productivity. Conversely, if it's too fast, it may lead to product damage or safety hazards. It's vital to find a balance that suits the specific application. Discussing speed with knowledgeable personnel or consulting industry guidelines can provide a clearer picture of the appropriate settings.
Maintenance is often overlooked but equally important. Regular upkeep ensures the conveyor functions smoothly and lasts longer. A lack of maintenance can lead to unexpected breakdowns, which disrupt operations. Consider the accessibility of parts and the ease of maintenance when making your choice. This is an area where many companies fail to invest adequate thought, often resulting in costly repairs and downtime.
Ultimate Tips for Choosing the Right Conveyor Machine
| Feature |
Description |
Influence on Selection |
| Capacity |
The maximum weight or volume the conveyor can handle. |
Ensures the conveyor meets production demands. |
| Speed |
The rate at which the conveyor moves materials. |
Affects overall efficiency and production timelines. |
| Maintenance |
The type and frequency of service required to keep the conveyor operational. |
Impacts long-term operational costs and downtime. |
| Material Compatibility |
The suitability of conveyor materials for the goods being transported. |
Ensures safety and efficiency in handling diverse products. |
| Layout Flexibility |
Ability to configure the conveyor for different plant layouts. |
Facilitates integration into various operational setups. |
| Energy Efficiency |
The energy consumption relative to the performance of the conveyor. |
Reduces operating costs and environmental impact. |
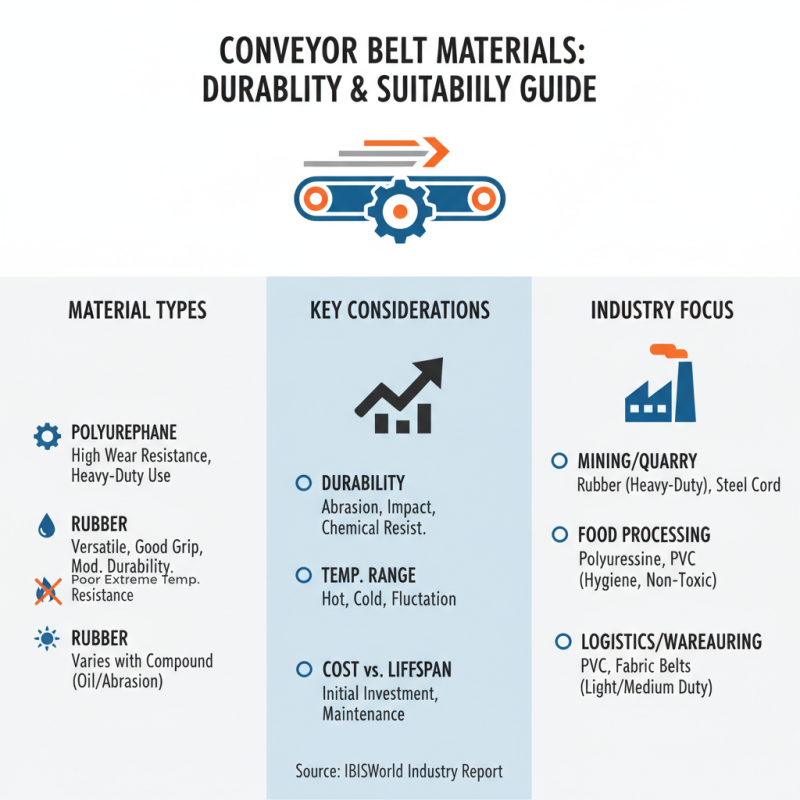
Evaluating Conveyor Belt Materials: Durability and Suitability for Your Needs
Choosing the right conveyor belt material is crucial for optimal performance. Various materials offer distinct advantages based on durability and industry application. According to a report from IBISWorld, the conveyor manufacturing industry has experienced steady growth, with a key focus on material improvement. For instance, polyurethane tends to exhibit excellent wear resistance. This makes it suitable for heavy-duty applications. However, it may not withstand extreme temperatures well.
Another critical aspect is the suitability of materials for specific environments. Polyvinyl chloride (PVC) is commonly used for food handling. It is easy to clean and resistant to oils and fats. Yet, it lacks the durability of other materials like rubber. A study by Freedonia Group indicates that the demand for rubber conveyor belts is projected to rise steadily. This indicates a need for assessing material properties extensively.
Evaluating conveyor belt materials involves analyzing not just the durability but also the flexibility. A productive facility may require belts that can bend around corners. If flexibility is compromised, productivity may decline. Ensuring that your selected material meets these demands is vital for long-term success. Therefore, it’s important to weigh both the advantages and limitations of each option carefully.
Cost Analysis of Conveyor Systems: Initial Investment vs. Long-Term Benefits
When evaluating conveyor systems, an initial investment can seem steep. However, understanding long-term benefits is crucial. A conveyor system often boosts efficiency significantly. This reduces labor costs and minimizes product handling. Over time, savings can outweigh the initial price tag.
Long-term benefits include increased productivity and reliability. Well-maintained conveyor systems require less frequent repairs. If you neglect maintenance, you might face unexpected downtimes. Operating costs can also decrease as energy-efficient models become available. Analyze energy consumption when making a choice.
Additionally, consider how conveyor systems can enhance workflow. If poorly integrated, they may complicate operations. Align systems with your production needs to avoid issues. Select conveyors that adapt to future demands. A thoughtful approach ensures a better return on investment in the long run.
Importance of Automation and Technology in Modern Conveyor Systems
In today’s fast-paced manufacturing environment, automation plays a pivotal role in improving efficiency. Conveyor systems are at the forefront of this transition. According to a report from the International Federation of Robotics, the adoption rate of industrial robots is projected to reach 25% by 2025. This increasing integration of technology in conveyor systems enhances speed and consistency in production lines.
Automation not only boosts productivity but also reduces labor costs. By implementing modern conveyor machines, companies can streamline operations. A study by the Association for Advancing Automation indicates that manufacturers can save up to 30% on labor costs through automated systems. However, transitioning to these technologies is not without challenges. Staff must adapt to new systems and processes. Training is essential, but often overlooked.
Furthermore, there are concerns regarding system reliability and maintenance. Over-reliance on technology may lead to disruptions when systems fail. It's crucial to find a balance between automation and human oversight. Investing in preventative maintenance can mitigate unexpected downtimes, but companies need to budget for this. Achieving a fully integrated, automated conveyor system is a step forward, yet it requires careful planning and ongoing assessment.