Top 10 Automation Conveyors for Efficient Supply Chain Solutions?
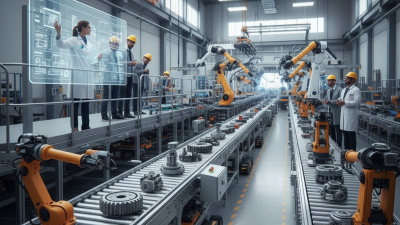
In today’s fast-paced supply chain environment, automation conveyors are essential for enhancing efficiency. Expert John Smith, a leading voice in logistics automation, once stated, “Automation conveyors are the backbone of modern supply chains.” His insight reflects the growing reliance on these systems across industries.
The demand for quick, reliable deliveries has driven companies to explore automation conveyors. These systems transport goods seamlessly, reducing manual labor and errors. However, selecting the right system requires careful consideration. Not all conveyors are created equal. Evaluating strengths and weaknesses is crucial to achieving optimal performance.
Many businesses overlook maintenance and scalability in their conveyor systems. A short-sighted approach can lead to costly downtime. Companies must recognize that investing in the right automation conveyors is vital for long-term success. Embracing this technology isn't just about keeping pace; it's about delivering promise and value to customers in an ever-evolving market.

Top 10 Automation Conveyors for Streamlined Supply Chain Management
Automation conveyors play a crucial role in supply chain management. They enhance efficiency by ensuring faster movement of goods. Streamlining operations helps reduce bottlenecks. Efficient conveyors can significantly cut down on manual handling, which often leads to errors. This automation not only speeds up processes but also improves accuracy in inventory management.
While choosing the right conveyor system, consider the layout of your facility. A well-designed system minimizes space usage and maximizes productivity. It is essential to assess the type of products being transported. For example, fragile items may require specialized conveyors to prevent damage.
However, implementing automation is not always seamless. Integration with existing systems can pose challenges. Employees may also need training to adapt to new technologies. Continuous reflection on these aspects is vital for a successful transition. Automation can lead to substantial gains, but careful planning is essential for effective supply chain solutions.
Key Advantages of Automation Conveyors in Modern Logistics Operations
Automation conveyors play a crucial role in modern logistics operations. They enhance efficiency and speed, two vital components in supply chain solutions. According to a report by the Material Handling Industry of America (MHIA), automation can increase productivity by up to 30%. This significant gain allows businesses to keep pace with increasing demand.
One key advantage of automation conveyors is their ability to reduce labor costs. With rising wage rates, investing in automation can lead to long-term savings. Studies reveal that automated systems can decrease labor costs by as much as 50%. Additionally, these systems minimize human error, ensuring higher accuracy in order fulfillment.
**Tips:** Consider integrating sensors and AI to optimize conveyor efficiency. Regular maintenance can help prevent unexpected downtimes. Always evaluate the cost vs. benefit when upgrading systems. Balancing automation with human oversight may also present better workflow and flexibility. Automation is valuable but requires reflection on operational needs.
Top 10 Automation Conveyors for Efficient Supply Chain Solutions
| Conveyor Type |
Load Capacity (kg) |
Speed (m/s) |
Application |
Key Advantage |
| Belt Conveyor |
150 |
1.5 |
Package Handling |
Versatile and Efficient |
| Roller Conveyor |
200 |
0.8 |
Material Handling |
Gravity-Driven Design |
| Chain Conveyor |
250 |
1.0 |
Heavy Loads |
High Durability |
| Incline Conveyor |
100 |
1.2 |
Elevating Products |
Space-Saving Design |
| Magnetic Conveyor |
80 |
1.4 |
Metal Parts |
Precise Control |
| Screw Conveyor |
150 |
0.6 |
Bulk Materials |
Compact and Versatile |
| Pneumatic Conveyor |
60 |
3.0 |
Powder and Granule |
High Speed |
| Ladder Conveyor |
90 |
1.1 |
Lightweight Materials |
Easy Maintenance |
| Vibrating Conveyor |
70 |
1.0 |
Bulk Materials |
Gentle Handling |
| Bucket Conveyor |
120 |
1.3 |
Bulk Materials |
Vertical Conveying |
Technical Specifications to Consider When Choosing Automation Conveyors
When selecting automation conveyors for your supply chain, several technical specifications are crucial. Focus on load capacity. Ensure the conveyor can handle the weights of your products without risk of failure. Consider the conveyor speed as well. An ideal speed will optimize your workflow while accommodating product types.
The conveyor material matters too. Steel, plastic, or rubber options each have distinct durability and maintenance needs. Evaluate your operational environment to choose wisely. Do you need resistance to extreme temperatures? Or are you focusing on anti-corrosion properties?
Tips: Always check if the parts are interchangeable. This can save your business time and money during maintenance. Also, think about integration capabilities. Automated systems must communicate seamlessly with existing technologies.
Energy efficiency is worth noting. An efficient conveyor system can reduce operational costs significantly. Reflect on how these aspects will fit into your overall supply chain strategy. Are you considering all possibilities? Think about future scalability as well. A conveyor that grows with your business can offer significant advantages.
Top 10 Automation Conveyors for Efficient Supply Chain Solutions
This chart displays the load capacity of the top 10 automation conveyors, providing insights into their efficiency for supply chain solutions.
Case Studies: Success Stories of Automation Conveyors in Supply Chains
Automation conveyors are increasingly vital in modern supply chains. Many organizations have reported significant improvements in efficiency and accuracy. For instance, a 2022 study by the Material Handling Industry of America revealed that automation can boost operational efficiency by over 30%. This shift not only reduces labor costs but also shortens delivery times.
Noteworthy case studies highlight these successes. In one case, a large retailer integrated automation conveyors into its distribution centers. They reported a 25% increase in throughput within the first six months. The system seamlessly connected different areas of the warehouse, improving product flow. Another example involved a food manufacturer that used conveyors to streamline packaging processes, achieving a 40% reduction in manual handling costs.
Tips:
- - Assess your current logistics setup before implementing automation.
- - Start small and expand. Trial smaller conveyor systems to gauge effectiveness.
- - Ensure employee training on new systems to enhance overall productivity.
While automation offers numerous benefits, challenges remain. Initial costs can be high, and not every organization may see immediate returns. Continuous evaluation of the system is essential to ensure it meets evolving business needs.
Future Trends in Automation Conveyors and Their Impact on Efficiency
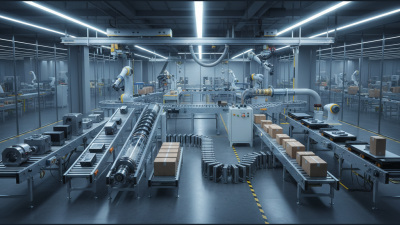
Automation conveyors are becoming essential in modern supply chains. They enhance efficiency and reduce operational costs. With the rise of e-commerce, businesses demand faster and more reliable solutions.
Automation conveyors can handle various tasks, from sorting to packaging. Technology advancements drive these changes, impacting productivity across industries.
Future trends indicate increased integration of AI and IoT in conveyor systems. Smart sensors will monitor performance in real-time. This capability will allow companies to adjust operations promptly. However, reliance on automation also brings challenges. Workers may face job displacement, requiring skills retraining. Companies must address these issues while embracing innovation.
Sustainability is another critical trend. Eco-friendly materials in conveyor design will become popular. This shift reflects growing consumer demand for greener practices. Companies benefit from adopting sustainable solutions while enhancing their brand image. Organizations must balance efficiency and responsibility as they implement these technologies. The road ahead holds promise but requires careful consideration.