Leave Your Message
The efficiency of supply chains heavily relies on the choice of Conveyor Equipment. According to a report by Grand View Research, the global conveyor systems market size is expected to reach $11.62 billion by 2025. This highlights the growing demand for effective material handling solutions.
Experts in the industry, like Dr. Emily Hartman, emphasize the role of automation. She states, "Investing in advanced conveyor systems can significantly reduce operational bottlenecks." This insight reflects the need for companies to adapt to new technologies for optimal efficiency.
The implementation of cutting-edge conveyor solutions is crucial. Companies often overlook the importance of selecting the right equipment. Many face challenges in integrating new systems into their existing workflows. This can lead to delays and increased costs. Evaluating options carefully is vital for achieving long-term success in supply chain management.

Conveyor systems play a crucial role in optimizing supply chains. Efficient conveyor equipment can streamline operations, reduce manual labor, and enhance speed. Here, we explore five types of conveyors that are essential for this efficiency.
Belt conveyors are versatile and widely used. They transport items across various distances. Their continuous operation reduces downtime. However, maintaining the right tension is vital. An improperly tensioned belt can cause slippage or damage.
Another effective option is roller conveyors. They allow for easy movement of goods. These systems work well for heavy items. Remember, regular cleaning and inspection are necessary. Dust and debris can hinder performance.
Flexible conveyors are ideal for dynamic environments. They can be adjusted to fit spaces easily. However, over time, they may wear and lose structural integrity. Routine checks can help catch issues early.
Tips: Always consider the load capacity when choosing your conveyor. An under-capacity system may lead to breakdowns. Additionally, involve your team. Their feedback can reveal practical insights on equipment usage.
Automated guided vehicles (AGVs) integrate well with conveyor systems. They move materials autonomously, saving time. Nonetheless, proper programming is essential for them to function correctly.
Ultimately, selecting the appropriate conveyor equipment can transform your supply chain. Assess your specific needs to ensure efficiency. Don't ignore the human element; technology works best when complemented by team input.
The article titled "Top 5 Conveyor Equipment for Efficient Supply Chain Solutions?" explores the essential role that Conveyor Equipment plays in modern supply chains. It highlights key features to consider when selecting conveyor systems, such as speed, adaptability, and maintenance requirements. The comparative analysis of various conveyor types reveals their unique benefits and limitations, helping businesses make informed decisions.
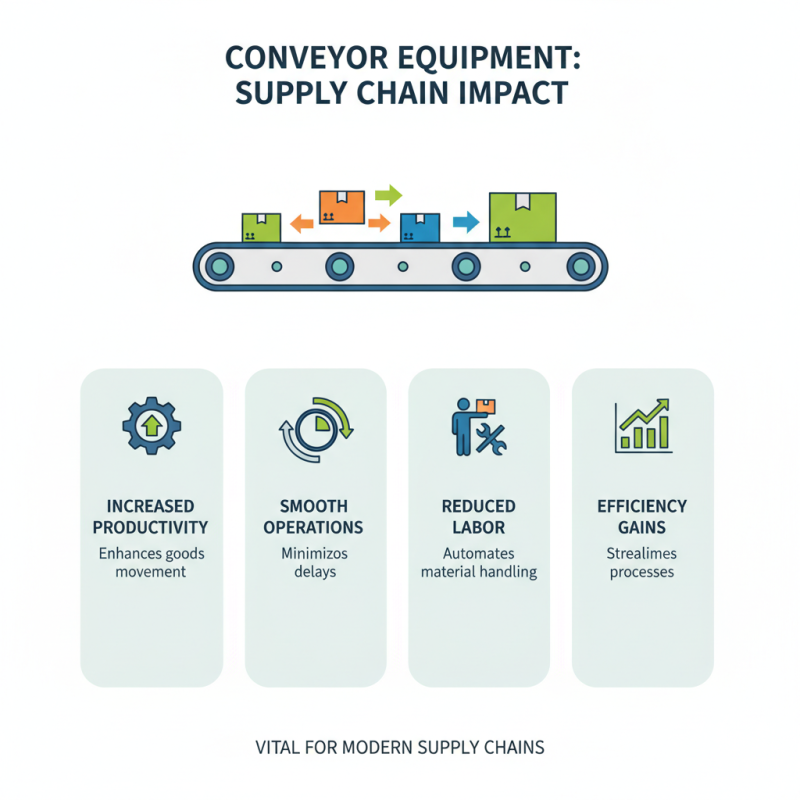
Furthermore, the article discusses the impact of conveyor technology on supply chain efficiency, demonstrating how advanced systems can streamline operations and reduce costs. Lastly, it looks ahead at future trends in conveyor equipment, emphasizing the importance of innovation in optimizing supply chains for enhanced productivity and sustainability. Overall, Conveyor Equipment is positioned as a critical element for businesses aiming to improve their supply chain processes.