Leave Your Message
In today's fast-paced industrial landscape, the significance of efficient material handling solutions cannot be overstated. Conveyor systems have become a cornerstone for optimizing logistics and productivity across various sectors. According to recent industry reports, the global conveyor systems market is projected to reach USD 9.2 billion by 2025, with a compound annual growth rate (CAGR) of 4.2% from 2020 to 2025. This demonstrates the growing reliance on automated systems to enhance operational efficiency and reduce labor costs.
Conveyor Systems Limited, a pivotal player in this domain, embodies the advancements in technology that are reshaping the material handling industry. From manufacturing to warehousing, and even to distribution, the versatile applications of conveyor systems allow businesses to streamline processes, minimize manual handling, and improve safety standards. Implementing conveyor systems not only accelerates production cycles but also provides substantial long-term savings, making them an indispensable element for modern enterprises striving for competitiveness in their respective markets. With the ongoing evolution of automation and smart technologies, the adoption of conveyor systems is expected to surge, driving further innovations and efficiencies across industries.
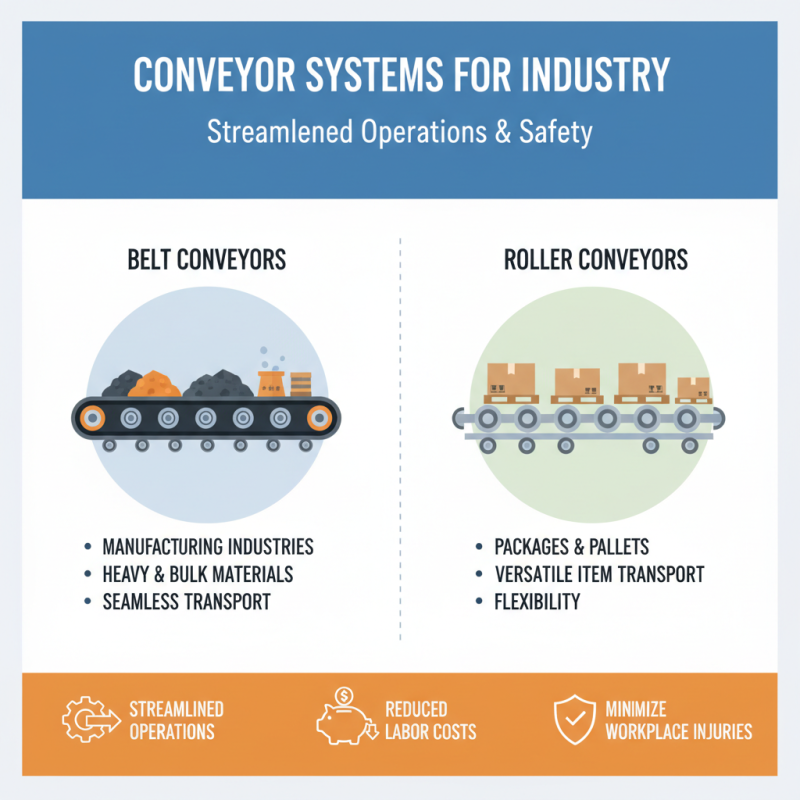
When considering conveyor systems for various industries, it's crucial to understand the types available and their specific applications. For manufacturing industries, belt conveyors are a popular choice due to their ability to transport heavy and bulk materials seamlessly along a defined path. In addition, roller conveyors are ideal for handling packages or pallets, providing flexibility in transporting a wide range of items efficiently. These systems promote streamlined operations, reducing labor costs and minimizing the risk of workplace injuries.
In the food and beverage industry, stainless steel conveyors offer the hygiene and durability required to meet stringent safety standards. They are designed to withstand the rigors of frequent cleaning while ensuring that products are transported safely without contamination. Similarly, for warehousing and distribution centers, modular conveyor systems can be customized to fit specific layouts and processes, enhancing space utilization and productivity.
Tips for selecting the right conveyor system include assessing the specific needs of your operation, considering the types of materials to be moved, and evaluating the space available. Always prioritize systems that improve efficiency and reduce downtime. Furthermore, do not overlook the importance of ease of maintenance and the potential for scalability in your chosen conveyor solution. Such strategic considerations will undoubtedly lead to optimal performance and growth in your business.