Top 10 Conveyor Equipment for Efficient Material Handling?
In the fast-evolving landscape of logistics, the importance of efficient material handling cannot be overstated. Conveyor equipment plays a crucial role in optimizing workflows. According to John Smith, a seasoned conveyor equipment expert, “Investing in the right conveyor systems can drastically reduce operational delays.” This insight highlights the impact of advanced conveyor solutions on productivity.
Many businesses overlook modern conveyor systems. They often rely on outdated methods, which can hinder performance. By adopting efficient conveyor equipment, companies can streamline their processes. Consider how automated belt systems can transport heavy loads seamlessly. Every sector can benefit from tailored solutions and innovations.
However, selecting the ideal conveyor equipment requires careful consideration. Not all systems are suited for every operation. Companies must assess their specific needs and challenges. It's a journey that demands reflection and adaptation. Emphasizing expertise in material handling can make all the difference in driving success.

Overview of Conveyor Equipment in Material Handling
Conveyor equipment plays a pivotal role in
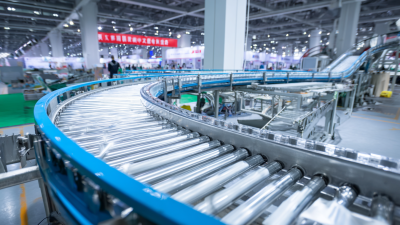
efficient material handling. These systems allow for smooth
movement and transfer of goods in various settings. They are designed to reduce manual labor and speed
up processes. For instance, the use of belt conveyors can streamline operations in
warehouses, factories, and distribution centers.
Different types of conveyors cater to diverse needs.
Gravity conveyors are simple yet effective for lightweight items. In contrast, powered conveyors are essential
for heavier loads. Each type has its advantages and potential drawbacks. Depending on the specific application,
some systems may require frequent maintenance, which can affect productivity.
Selecting the right conveyor system is vital. It requires careful
consideration of the materials being handled. Not all conveyors are suited for all environments. Factors such
as space constraints and load capacities play significant roles in decision-making. Taking these
variables into account can lead to more efficient operations and fewer operational hiccups.
Key Features to Consider When Choosing Conveyor Systems
When selecting conveyor systems, key features determine performance and efficiency. Consider the load capacity. It must match your material handling needs. Heavy loads require sturdy belts and frames. You must also evaluate the speed of the conveyor. Faster systems increase throughput but may risk damage. A balance is essential.
Another critical aspect is the type of material. Conveyors can handle various materials, from bulk products to delicate items. Understand the qualities of materials being transported. Some may need gentle handling to prevent damage.
Tips: Always assess maintenance ease. Systems requiring frequent repairs can disrupt operations and increase costs. Seek feedback from colleagues about specific systems. Real-world insights help identify strengths and weaknesses. Don’t ignore environmental factors like temperature and humidity. They can affect system performance and material integrity.
Top 10 Conveyor Types and Their Applications
When it comes to material handling, understanding conveyor types is essential for optimizing efficiency. Belt conveyors are widely used. They are ideal for transporting bulk materials over fixed paths. Their simplicity and effectiveness make them a staple in various industries.
Inclined conveyors assist in moving products between different elevations. These are valuable for operations involving packing and filling.
Roller conveyors are perfect for heavy loads. They allow for easy manual movement of items. However, they might not suit all types of products. For delicate items, a slat conveyor is a better option. It can handle a variety of goods without causing damage. On the other hand, overhead conveyors help save floor space. They utilize the airspace for transportation, which can be a game-changer in crowded facilities.
Magnetic conveyors can be used for ferrous materials. This specialized equipment can enhance production lines. Automated conveyors reduce human effort but require initial investments. The challenge remains in balancing cost and efficiency. Material handling systems must be evaluated regularly. Continuous reflection on efficiency and productivity is vital for long-term success.
Benefits of Automated Conveyors in Material Handling
Automated conveyors are transforming material handling operations. These systems enhance efficiency and reduce human error. By automating the movement of goods, businesses can streamline their processes. This results in significant time savings and increased productivity.
One major benefit is the reduction in labor costs. Automated conveyors require fewer personnel to operate, which saves money in the long run. Additionally, these systems can operate continuously, processing materials at a consistent speed. This leads to a smoother workflow and minimized downtime.
However, it's essential to consider the upfront investment. Setting up automated conveyor systems can be costly. Companies must assess their needs and resources carefully. Over time, the savings can outweigh these initial costs, but each business must evaluate its specific situation. Proper maintenance is vital as well. Neglected systems may lead to breakdowns, affecting operations.
Maintenance Best Practices for Conveyor Equipment
Proper maintenance of conveyor equipment is essential for smooth operations. Regular inspections help identify wear and tear early. This proactive approach prevents costly downtime in production. Operators should check belt alignment frequently. Misaligned belts can lead to excessive damage. Small adjustments often save larger repairs later.
Lubrication is another key aspect of maintenance. Regularly greasing moving parts ensures they operate smoothly. Neglecting this can result in increased friction and wear. Cleanliness in the work area is equally important. Dust and debris can affect conveyor function. Keeping the equipment clean boosts efficiency.
Training staff on maintenance protocols is vital. Knowledgeable operators can spot issues before they escalate. However, it's common for teams to overlook minor signs of wear. Encouraging open communication helps address these issues. Reflection on past maintenance can reveal patterns. Understanding these trends aids future decision-making.
Top 10 Conveyor Equipment for Efficient Material Handling
| Equipment Type |
Load Capacity (kg) |
Speed (m/s) |
Maintenance Frequency (months) |
Lifespan (years) |
| Belt Conveyor |
2000 |
1.5 |
6 |
10 |
| Roller Conveyor |
1500 |
1.2 |
4 |
8 |
| Chain Conveyor |
3000 |
0.8 |
8 |
15 |
| Screw Conveyor |
1200 |
0.5 |
3 |
12 |
| Bucket Conveyor |
1000 |
0.6 |
5 |
10 |
| Magnetic Conveyor |
800 |
0.9 |
6 |
10 |
| Overhead Conveyor |
2000 |
1.0 |
12 |
15 |
| Pneumatic Conveyor |
500 |
0.7 |
4 |
10 |
| Incline Conveyor |
1500 |
1.3 |
5 |
8 |
| Sanitary Conveyor |
1000 |
1.0 |
3 |
10 |